




Der 3D-Druck von flexiblen Materialien kann eine ebenso große Herausforderung wie eine spannende Sache sein. Die Wahl des richtigen flexiblen Materials für Ihre Anwendung und Druckkonfiguration kann jedoch noch weniger einfach sein! Flexible Materialien gibt es in einer Vielzahl von Varianten. Von weichen Materialien, die sich leicht verformen lassen, bevor sie in ihre ursprüngliche Form zurückkehren, bis hin zu festen Materialien, die sich unter Belastung nur leicht biegen. Wie leicht sich ein Material verformen lässt, hängt von seiner Steifigkeit ab und wird oft durch seinen Härtewert angegeben.

Was macht ein Material flexibel?
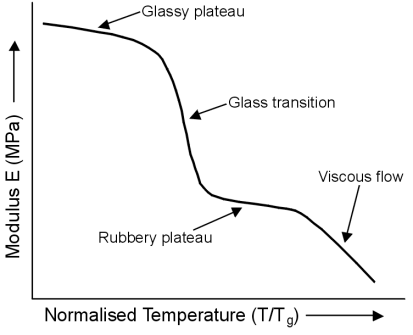
Wie Sie vielleicht schon wissen, werden Thermoplaste mit steigender Temperatur weicher, da sich die Polymermoleküle bei höheren Temperaturen freier bewegen können. Tatsächlich werden Thermoplaste bei bestimmten Temperaturen (oder oberhalb eines bestimmten Temperaturbereichs) merklich weicher und beginnen, sich eher wie ein weiches, gummiartiges Material statt wie ein harter, steifer Kunststoff zu verhalten. Dieser Punkt wird als Glas-Gummi-Übergangstemperatur bezeichnet und sein Wert hängt von der Art des Materials ab. Einige Materialien wie PLA haben eine niedrige Glasübergangstemperatur (~ 60°C), während andere Materialien wie ULTEM1010 eine hohe Glasübergangstemperatur (~ 210°C) haben!
Im Gegensatz zu den meisten anderen Thermoplasten sind TPEs bei Raumtemperatur flexibel und elastisch, und im Gegensatz zu natürlichem duroplastischem Kautschuk lassen sich TPEs durch Erhitzen noch in Form bringen. Dies ist darauf zurückzuführen, dass TPEs im Allgemeinen Copolymere (oder eine physikalische Mischung von Polymeren) aus Kunststoff- und Kautschukkomponenten sind. Daher können diese Werkstoffe aufgrund des Vorhandenseins weicher und harter Bereiche in der Mikrostruktur des Materials die Vorteile beider Werkstoffklassen aufweisen.
Eines der ersten kommerziell erhältlichen Beispiele für TPE war TPU (thermoplastisches Polyurethan), das in den 1950er Jahren auf den Markt kam. In den 1960er Jahren wurden dann Styrol-Block-Copolymere (SBS) verfügbar, und in den 1970er Jahren kamen weitere TPEs hinzu. Wenn man sich die Mikrostruktur von SBS ansieht, kann man leicht erkennen, wie die Struktur zu den einzigartigen Eigenschaften von thermoplastischen Elastomeren führt.
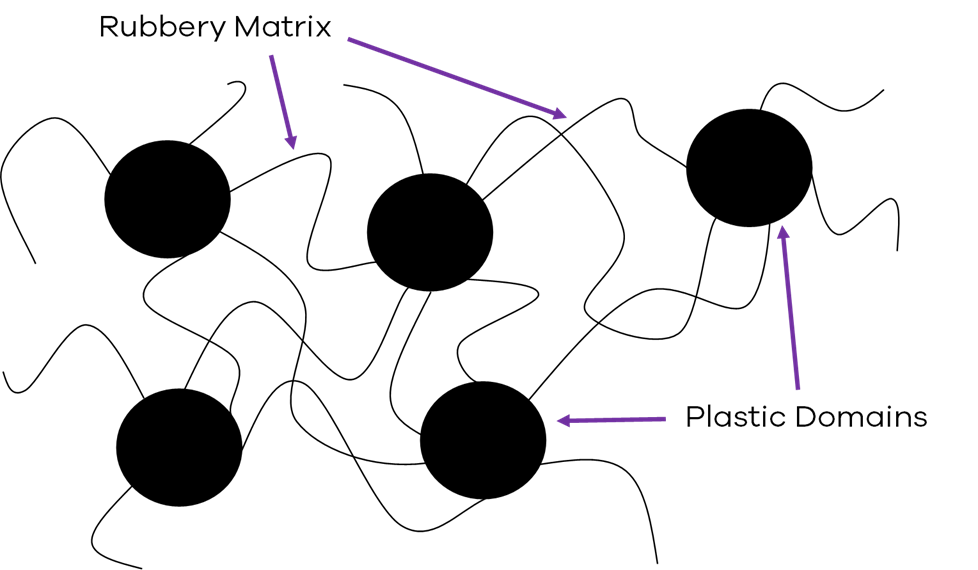
Da SBS kugel- oder stabförmige, harte Bereiche aufweist, die mit weichen, gummiartigen Bereichen verbunden sind, können sich die gummiartigen Bereiche verformen, wenn eine Belastung einwirkt. Dadurch richten sich die Ketten neu aus und kehren in ihre ursprüngliche Position zurück, wenn die Belastung nachlässt. Die Hartplastikdomänen wirken wie physikalische Vernetzungen, die dem Material helfen, seine ursprüngliche Form wiederzuerlangen. Nach dem Erhitzen werden die Kunststoffbereiche jedoch weich und lassen sich neu formen.
Flexible Materialien
Heute gibt es eine Vielzahl von TPE-Typen für nahezu jede Anwendung. Wir werden uns jedoch auf die für den FDM-Druck verfügbaren Materialien konzentrieren.
Dazu gehören:
- TPE: Thermoplastisches Elastomer, dieser Begriff wird hauptsächlich als Gattungsbezeichnung für flexible Filamente verwendet und kann für die meisten der für FDM verfügbaren flexiblen Materialien verwendet werden
- TPU: Thermoplastisches Polyurethan beschreibt eine Reihe von Polymeren, die normalerweise am steifen Ende des Spektrums zu finden sind. Das macht sie nützlich für Teile, die eine gewisse Steifigkeit erfordern, und sie sind auch leichter zu formen.
- TPA: Thermoplastische Polyamide sind TPE-Blockcopolymere aus Nylon (Polyamid) und Polyethern oder Polyestern. Diese Materialien werden in anspruchsvolleren Anwendungen eingesetzt, insbesondere bei niedrigeren Temperaturen. Ein Beispiel für ein solches Material ist das von Taulmann hergestellte PCTPE ("Plasticized Copolyamide TPE").
- TPC: Thermoplastisches Copolymer, diese Fäden werden im Allgemeinen aus biologischem Material hergestellt und sind leichter zu recyceln. Diese Materialien können recht weich sein und sind daher möglicherweise schwieriger zu bedrucken. Außerdem sind diese Materialien im Gegensatz zu TPUs anfälliger für Verformungen während des Drucks.
- Weiches PLA: PLA kann chemisch so verändert werden, dass es sich eher wie ein flexibles Filament verhält. Weiches PLA neigt dazu, etwas weniger steif zu sein als das durchschnittliche TPU.
Die Wahl des richtigen TPE
Die Wahl des richtigen flexiblen Materials für Ihre Anwendung hängt natürlich von den mechanischen Anforderungen ab. Einer der Hauptgründe, warum TPEs in Betracht gezogen werden, ist ihre Flexibilität und Elastizität. Aus diesem Grund sind TPEs in der Regel mit einer klaren Angabe ihrer Shore-Härte versehen, die ihre Weichheit angibt.
Harte Materialien benötigen in der Regel viel Kraft, um sich zu verformen, während weiche Materialien mit wenig Kraft leicht verformt werden können. In der Technik bezieht sich die Härte jedoch auf die Widerstandsfähigkeit eines Werkstoffs gegen örtliche plastische Verformung durch Eindrücken oder Abrieb. Bei Elastomeren geht es den Ingenieuren in der Regel eher um die Verformungsbeständigkeit des Materials.

Shore-Härte?
Shore-Härte bezieht sich auf eine von Albert Ferdinand Shore (1920) definierte Skala zur Messung der Härte mit einem Durometer. Ein Durometer ist ein Gerät, das die Tiefe der Vertiefung in einem Material als Ergebnis einer bestimmten angewandten Kraft misst. Es gibt verschiedene Shore-Skalen, die auf unterschiedlichen Eindringmethoden beruhen. Die am häufigsten verwendeten Skalen sind jedoch Typ A und D, wobei die erste Skala eher für weichere Materialien geeignet ist. Eine Umrechnung zwischen den beiden Skalen ist möglich , wird aber aufgrund der geringen Korrelation zwischen den Skalen nicht empfohlen.
 Shore
ShoreTypischerweise haben FDM-TPEs eine Shore-A-Härte zwischen 80A und 100A, was einer Shore-D-Härte zwischen 40D und 60D (ungefähr) entspricht. Eine niedrigere Zahl bedeutet ein weicheres Material. Normalerweise sind FDM-Materialien mit einer Shore-A-Härte von etwa 90A oder weniger aufgrund der geringen Steifigkeit des Filaments eher schwierig zu drucken. Diese Materialien sind ideal für Teile, die weich und elastisch sein müssen. Andererseits sind Materialien mit einem Shore-Harness-Wert von 95A und mehr leichter zu bedrucken, da diese Materialien steifer sind und sich besser für Szenarien eignen, in denen Zähigkeit und Steifigkeit erforderlich sind, wie z. B. bei geformten Reifen und Faltenbälgen.
Bei einem flexiblen Material ist die Shore-Härte jedoch nicht unbedingt aussagekräftig. Es wird auch empfohlen, die Steifigkeit (Elastizitätsmodul) und Duktilität des Materials in Abhängigkeit von der gewünschten Anwendung zu berücksichtigen. Die folgende Tabelle gibt einen Überblick über die Eigenschaften der verschiedenen für den 3D-Druck verfügbaren TPE-Materialien.
Es sollte auch bedacht werden, dass die Geometrie und die Dichte des endgültigen gedruckten Teils einen deutlichen Einfluss auf die Verformbarkeit eines Teils haben werden.
| Material | Geschlecht | Steifigkeit (MPa) | Dehnung (%) | Shore-Härte | Andere Eigenschaften |
| DSM Arnitel ID2045 | TPC | 29 | 350 | 34D | Gute UV- und Chemikalienbeständigkeit, biobasiert |
| DSM Arnitel ID2060 HT | TPC | 240 | 245 | 98A / 61D | Hohe Temperaturbeständigkeit, chemische Beständigkeit |
| DuPont Hytrel 3D4100FL | TPC-ET | 130 | 250 | 60D | Chemische und thermische Beständigkeit |
| PM-Filament TPE32 | TPE | - | 650 | 32D | |
| Polymaker PolyFlex TPU95 | TPU | 9.4 | 330 | 95A | |
| NinjaTek NinjaFlex | TPU | 12 | 660 | 85A | Chemische Beständigkeit |
| NinjaTek Gürteltier | TPU | 396 | 18 | 75D | Chemische Beständigkeit und Abriebfestigkeit |
| Taulman PCTPE | TPA | 6.6 | 500 | > 100A | Kann leicht gefärbt werden |
| Füllung Flexfill TPE 90A | TPE | - | 250 | 90A / 30D | Chemische Beständigkeit, zertifiziert für Anwendungen mit Lebensmittel- und Hautkontakt |
Die Werte in dieser Tabelle wurden den Websites und Datenblättern der Hersteller entnommen. Da die Hersteller unterschiedliche Prüfverfahren anwenden können, sind einige Werte nicht direkt vergleichbar und dienen nur als Hinweis auf die mechanischen Eigenschaften. Außerdem hängen die mechanischen Eigenschaften des Formteils stark von den Druckparametern und der Ausrichtung des Formteils ab.
Anwendungen von TPE
- Schwingungsdämpfung und Stoßfestigkeit: Flexible Materialien neigen dazu, Stoßenergie recht gut zu absorbieren. Außerdem haben diese Materialien aufgrund ihrer geringeren Steifigkeit und höheren Elastizität im Vergleich zu anderen Materialien gute schwingungsdämpfende Eigenschaften. Folglich sind flexible Materialien gute Kandidaten für die Verwendung als Stoßdämpfer, Reifen, Gehäuse und Kupplungen.
- Griffigkeit und Ergonomie: Einige TPEs können besonders weich sein und eine matte gummiartige Oberfläche haben. Dadurch sind sie ideal für den Einsatz in ergonomischen Teilen wie Griffen und Kontaktstellen.
- Dauerhaftigkeit: Flexible Materialien können im Allgemeinen große elastische Verformungen erfahren und weisen eine hohe Zähigkeit und Haftung zwischen den Schichten auf. Daher sind diese Werkstoffe ideal für Anwendungen mit zyklischer Belastung und hohen Anforderungen an die Zähigkeit, wie z. B. Bälge und Schläuche.

- Chemische und thermische Beständigkeit: In einigen Fällen müssen TPE für Faltenbälge und Schläuche in Umgebungen eingesetzt werden, in denen die Teile hohen Temperaturen und Produkten auf Erdölbasis ausgesetzt sind, wie z. B. in Kraftfahrzeugen. Spezialisierte TPUs wie DSM Arnitel ID 2060HT können solchen Bedingungen standhalten und sind daher ideal für die Herstellung von Prototypen und Funktionsteilen.
- Dichtungen: Da sich TPEs (insbesondere die weicheren) leicht verformen lassen, sind diese Materialien ideal für die Verwendung als Dichtungen.

- Gummiersatz: Obwohl der 3D-Druck von Gummimaterialien auf FDM-Maschinen nicht möglich ist, TPE kann als Alternative für die Herstellung von gummiartigen Teilen und Prototypen verwendet werden.
- Spaß: Nicht zuletzt ist der Druck von TPE-Materialien ideal für die Herstellung nützlicher und weniger nützlicher flexibler Teile, wie z. B. Handytaschen, Geldbörsen, Stresslöser und flexibles Spielzeug.

Flexible Materialien für den 3D-Druck
Wir sind sicher, dass Sie es kaum erwarten können, mit dem Drucken von TPE-Materialien zu beginnen (oder damit fortzufahren). Bevor Sie das tun, sollten Sie jedoch einen Gang zurückschalten und die Vorbehalte beim Drucken dieses Materials bedenken.
Ein Faden, der sich gerne biegt
TPUs und insbesondere die weicheren TPEs sind sehr flexibel und lassen sich leicht biegen. Daher lassen sich diese Materialien nur schwer durch das Extrusionssystem drücken, da sich das Filament sehr leicht verformt. In der Tat wird für die meisten TPEs ein Extruder mit Direktantrieb empfohlen, mit Ausnahme von steiferen Materialien, die auch mit einer bowden Konfiguration gedruckt werden können. Bei weicheren Materialien kann auch ein spezieller Extruder für den zuverlässigen Druck von flexiblen und weichen Materialien erforderlich sein.
Aufgrund seiner inhärenten Weichheit und Elastizität neigt das TPE-Filament häufig dazu, sich im Extrusionssystem zu verkeilen und zu verdrehen, insbesondere wenn es eine großzügige Toleranz gibt. Spezialextruder haben oft sehr enge Toleranzen und eine doppelte Übersetzung, um das Filament besser zur Düse zu drücken.
Langsam drucken
Um jedoch Staus zu vermeiden und eine reibungslose Extrusion zu gewährleisten, wird empfohlen, weiches TPE mit niedrigeren Geschwindigkeiten von 20-40 mm / zu bedrucken, wenn die Vorschubgeschwindigkeit so konstant wie möglich gehalten wird. Daher wird oft empfohlen, die Anzahl der Rückzüge so weit wie möglich zu minimieren und die Rückzugsgeschwindigkeit und den Abstand so gering wie möglich zu halten. Unerfahrenen Anwendern wird oft geraten, den Rückzug beim Drucken mit flexiblen Filamenten zu deaktivieren.
Schließlich ist es auch ratsam, jeglichen Widerstand an der Filamentspule zu überprüfen und zu beseitigen, da sich das Filament dehnen kann und möglicherweise zu einer Unterextrusion führt.
Schlamm und Bespannung
Ein weiterer Nachteil des TPE-Drucks besteht darin, dass die resultierenden Drucke zu einer starken Fadenbildung neigen, da das Material eher aus der Düse austritt. Dies ist auch eine Folge der Elastizität des Filaments, die oft dazu führt, dass das Material im heißen Ende länger braucht, um auf Druckänderungen zu reagieren.

Eine sorgfältige Anwendung der Schrumpfung in Kombination mit einem effizienten Extrusionssystem kann dazu beitragen, Schleim und Fadenbildung zu vermeiden. Andere Einstellungen, wie z. B. die Einstellung auf Trägheit und die Vermeidung von externen Bewegungen, tragen ebenfalls zur Verringerung dieser Artefakte bei. Eine kleine Menge an Fäden lässt sich jedoch durch vorsichtige Anwendung von Heißluft mit einer Heißluftpistole leicht entfernen.
Kleben und Entfernen von Teilen
Was die Haftung betrifft, so zeigen TPEs im Allgemeinen zwei Verhaltensweisen. TPUs haften in der Regel zu gut an den meisten Druckoberflächen, was bedeutet, dass die Haftung während des Drucks zwar kein Problem darstellt, das Entfernen eines Drucks jedoch recht schwierig sein kann. Daher besteht die Gefahr, dass das weiche, flexible Teil beim Entfernen des Drucks beschädigt wird. Andererseits haften andere TPE und TPC auf den meisten Oberflächen der Bauplatte nicht besonders gut, was bedeutet, dass Verformungen ein großes Problem darstellen.

Magigoo Flex wurde mit Blick auf diese beiden Probleme entwickelt. Als Erstschichtklebstoff bietet es eine starke Klebebasis für Hochleistungs-TPEs wie DSM Arnitel, DuPont Hytrel und andere TPCs und TPEs. Andererseits sorgt es dafür, dass TPUs und andere flexible Materialien *, die zu guter Haftung neigen, leicht von der Bauoberfläche entfernt werden können, indem einfach Wasser aufgetragen wird, wie unten gezeigt.
* Hinweis Magigoo Flex wird nicht für die Verwendung mit anderen FDM-Materialien wie PLA, ABS und PET-G auf Glasoberflächen empfohlen.
Impressum @magigoo. com




{kind=link}