




Im zweiten Artikel unserer vierteiligen Serie geht unser Chemiker Jean Paul Formosa der Frage nach, wie man Verformungen beim 3D-Druck verhindern kann, indem er deren Ursachen analysiert. Falls Sie den ersten Teil verpasst haben, können Sie ihn hier nachlesen.
Verformung vorbeugen
Der Schlüssel zur Vermeidung von Verformungen liegt darin, sicherzustellen, dass die Haftung zwischen der ersten Schicht des gedruckten Objekts und der Bauplatte größer ist als die thermischen Spannungen auf der ersten Schicht. Die Verformung eines Drucks kann durch die Kontrolle der Haftung an der Bauplatte und des thermischen Gradienten gemildert werden. Die Haftung der ersten Schicht hängt von mehreren Faktoren ab, unter anderem von
- Material der Bauplatte
- Verwendeter Klebstoff
- Art des gedruckten Materials
- Temperatur der Bauplatte
- Düsentemperatur
- Druckgeschwindigkeit der ersten Schicht
- Fluss der ersten Schicht
- Nivellierung der Aufbauplatte
Die Haftung der ersten Schicht ist im Allgemeinen stärker, wenn die Temperatur der Aufbauplatte, die Düsentemperatur und der Fluss der ersten Schicht hoch sind und die Druckgeschwindigkeit der ersten Schicht niedrig ist. Diese Einstellungen sind jedoch stark von der Kombination aus Drucker, Material und Umgebung abhängig.
Kontrolle des thermischen Gradienten
Eine gute Kontrolle des thermischen Gradienten während des FDM-Drucks kann dazu beitragen, den Verzug zu reduzieren, indem die thermischen Spannungen verringert werden. Dies wird im Allgemeinen dadurch erreicht, dass die Innentemperatur des Druckers leicht (10° - 20°C) unter der Glasübergangstemperatur des gedruckten Materials gehalten wird. Die Glasübergangstemperatur ist der Temperaturbereich, oberhalb dessen ein thermoplastisches Material beginnt, sich wie Gummi zu verhalten. Unterhalb dieser Temperatur befindet sich das Material in einem steifen, glasartigen Zustand, während es oberhalb dieser Temperatur weicher und weniger steif ist.
Bei vielen FDM-Filamentmaterialien reicht die Temperatur in einem Drucker ohne eine aktiv beheizte, geschlossene Kammer nicht aus, um sich dem Glaspunkt des Materials zu nähern. Die Aufrechterhaltung einer konstanten Temperatur ist jedoch entscheidend, um Druckprobleme zu vermeiden. Es ist immer ratsam, Zugluft und plötzliche Temperaturschwankungen während des Drucks zu vermeiden.
Einige technische Materialien wie Nylon und ABS können problemlos in geschlossenen Druckern mit beheizten Betten gedruckt werden. Das beheizte Bett reicht aus, um die Innentemperatur des Druckers hoch genug zu halten, um Verformungen zu vermeiden, wenn ein ausreichend starker Plattenkleber verwendet wird. Andererseits benötigen Hochtemperaturmaterialien wie PC, PEEK, Ultem und PPSU wahrscheinlich eine beheizte Kammer, um die thermischen Spannungen während des Drucks zu reduzieren, die oft zu Verformungen und anderen Artefakten führen. Weitere Faktoren, die sich auf die thermischen Spannungen auswirken können, sind die Schichthöhe, die Druckgeschwindigkeit, die Schalendicke und der Füllungsgrad, wobei höhere Werte im Allgemeinen zu einer stärkeren Tendenz zum Verziehen führen.
Temperatur der Bauplatte und ihre Folgen
Wenn man sich diese Informationen ansieht, könnte man meinen, dass eine möglichst hohe Temperatur der Bauplatte das Verziehen verhindern würde. Leider ist dies bei den meisten FDM-Materialien nicht der Fall.
Eine zu starke Erhöhung der Bauplattentemperatur kann drei Hauptprobleme verursachen:
- Verlust der Druckqualität: Das auf die Bauplatte gedruckte Polymer wird zu weich, wodurch es sich an scharfen Ecken wellt und das Teil verformt.
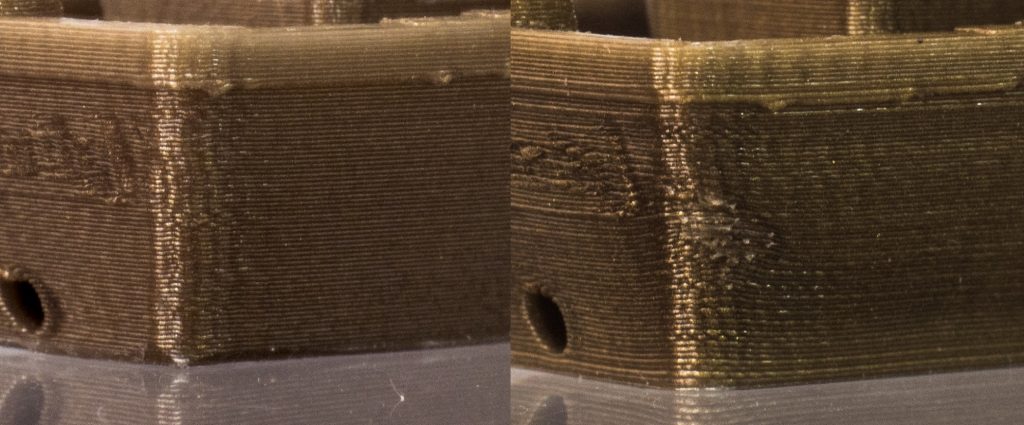

Abbildung: Benchy-Druck mit PLA, die Bilder auf der linken Seite zeigen einen Benchy-Druck mit einer Heizbetttemperatur von 60°C, während die Bilder auf der rechten Seite einen Benchy-Druck bei 80°C zeigen. Aus der Nähe kann man sehen, dass sich der Benchy auf der rechten Seite verformt hat und auch Artefakte aufgrund der Verformung der Schichten durch die übermäßige Hitze aufweist.
- Stabilität der Basis des Drucks: Mit zunehmender Höhe des Drucks muss die Materialmasse an der Basis steif genug sein, um den thermischen Belastungen durch die neu aufgebrachten Schichten standzuhalten. Ist die Plattentemperatur zu hoch, ist die Basis zu weich, um diesen Spannungen standzuhalten.
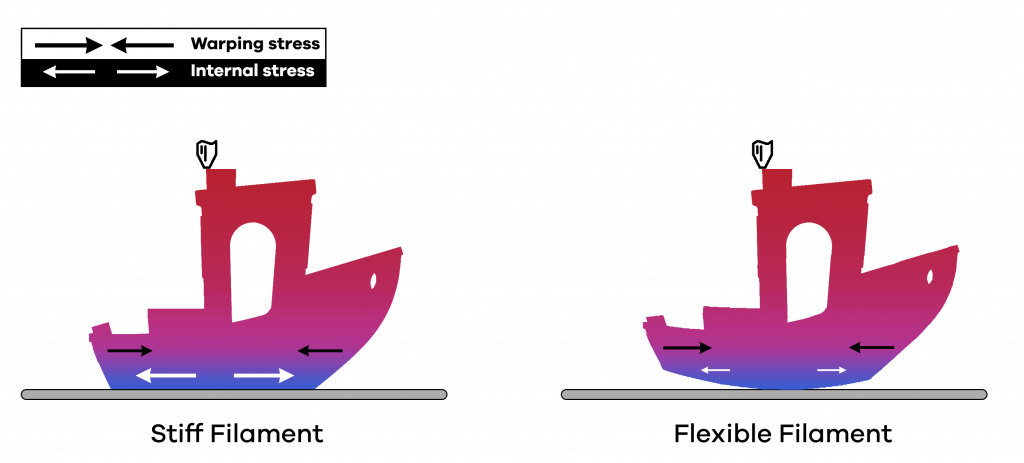
Abbildung: Drucken mit einem starren Material im Vergleich zu einem flexiblen Material.
Das starre Material ist in der Lage, den Verformungsspannungen zu widerstehen, da das kühlere Material an der Unterseite des Drucks genügend Festigkeit (innere Spannungen) aufweist, um weiteren Verformungen zu widerstehen. Ein flexibles oder weiches Material ist nicht stark genug, um den Verformungsspannungen standzuhalten, die durch das Schrumpfen der oberen Schichten des Drucks entstehen.
Steifes Material kann Verformungsspannungen widerstehen, während flexibles Material nicht stark genug ist, um den durch die Schrumpfung der oberen Schichten verursachten Spannungen zu widerstehen.
- Plattenhaftung: Obwohl die Haftung zwischen dem Kunststoff und dem Klebstoff bei höheren Temperaturen im Allgemeinen größer ist, beginnt die effektive Stärke der Klebstoffschicht zu sinken. Die meisten Klebstoffe und Bauplattenoberflächen bestehen aus Polymeren, die mit steigender Temperatur weicher werden. Folglich gibt es für jedes Material einen Temperaturbereich, in dem die Verformung des Formteils minimal ist, mit einem Kompromiss, bei dem die Haftung der ersten Schicht und die Festigkeit der Klebstoffschicht maximiert und die Wärme- und Verformungsspannungen minimiert werden.
MagigooAus diesen Gründen ist die Bestimmung der optimalen Drucktemperatur in Ihrem 3D-Drucksystem wichtig, um Verformungen mit ® Klebstoffen zu vermeiden.
In Teil 3 werden wir ausführlich darauf eingehen, wie Sie diesen optimalen Temperaturbereich bestimmen können, und Ihnen einige Hilfsmittel und Tipps an die Hand geben, die Ihnen diesen Prozess erleichtern.
Benötigen Sie technische Unterstützung?
MagigoodhmBesuchen Sie die Listingdetails von: https://www. -online.com/brand/23-magigoo
oder kontaktieren Sie uns
Folgen Sie unseren sozialen Medien, um über Neuigkeiten auf dem Laufenden zu bleiben!
CREDITS @Magigoo


















{kind=link}