




La impresión en 3D de materiales flexibles puede ser tan desafiante como emocionante. Sin embargo, elegir el material flexible adecuado para su aplicación y configuración de impresión puede ser aún menos sencillo. Los materiales flexibles se presentan en diversas variedades. Desde materiales blandos que pueden deformarse fácilmente antes de volver a su forma original, hasta materiales sólidos que sólo se flexionan ligeramente bajo carga. La facilidad con la que se puede deformar un material depende de su rigidez y suele estar indicada por su valor de dureza.

¿Qué hace que un material sea flexible?
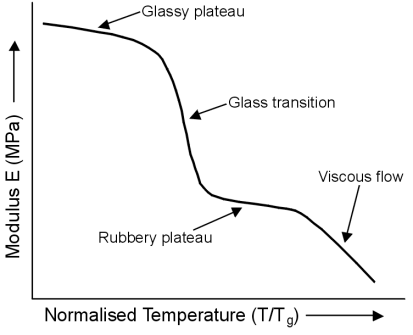
Como ya sabrá, los termoplásticos se vuelven más blandos con el aumento de la temperatura porque a mayor temperatura las moléculas de los polímeros pueden moverse más libremente. De hecho, a determinadas temperaturas (o por encima de un rango de temperaturas) los termoplásticos se vuelven notablemente más blandos y comienzan a comportarse más como un material blando y gomoso en lugar de un plástico duro y rígido. Este punto se conoce como la temperatura de transición del vidrio al caucho y su valor depende del tipo de material. Algunos materiales como el PLA tienen una baja temperatura de transición vítrea (~ 60°C) mientras que otros materiales como el ULTEM1010 tienen una alta temperatura de transición vítrea (~ 210°C).
A diferencia de la mayoría de los termoplásticos, los TPEs son flexibles y elásticos a temperatura ambiente y, a diferencia de los cauchos naturales termoestables, los TPEs pueden volver a tomar forma mediante el calentamiento. Esto se debe a que los TPE son generalmente copolímeros (o una mezcla física de polímeros) de componentes de plástico y caucho. Por lo tanto, estos materiales pueden tener las ventajas de ambas clases de materiales debido a la presencia de regiones blandas y duras en la microestructura del material.
Uno de los primeros ejemplos de TPE disponibles en el mercado fue el TPU (poliuretano termoplástico), que estuvo disponible en la década de 1950. A continuación, los copolímeros en bloque de estireno (SBS) empezaron a estar disponibles en la década de 1960, y en la década de 1970 hubo más TPE. Al observar la microestructura del SBS, se puede ver fácilmente cómo la estructura da lugar a las propiedades únicas de los elastómeros termoplásticos.
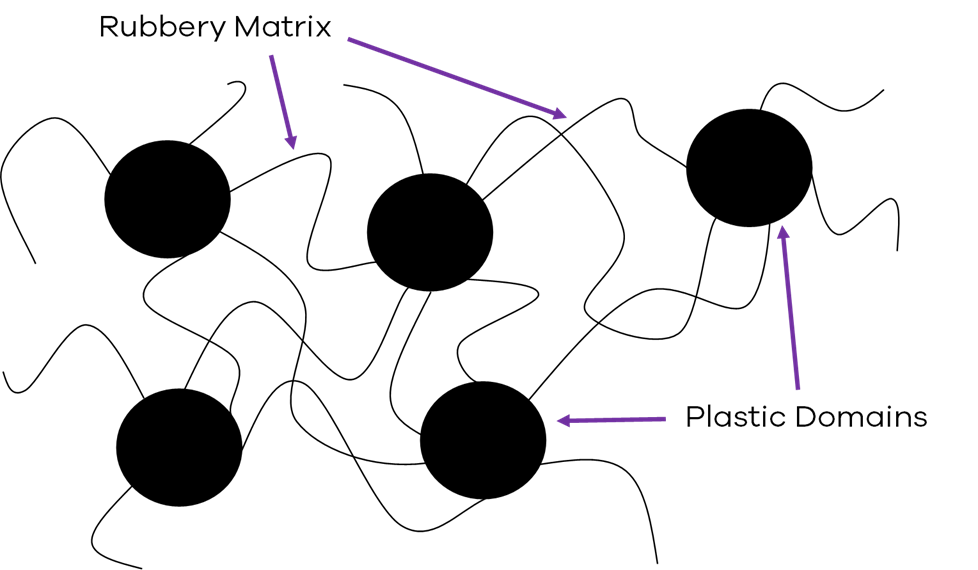
Como el SBS tiene regiones duras en forma de bola o varilla interconectadas con regiones blandas de goma, las regiones de goma pueden deformarse cuando se aplica una tensión. Esto hace que las cadenas se reorienten y se "enderecen", volviendo a su posición original cuando se alivia la tensión. De hecho, los dominios de plástico duro actúan como enlaces físicos que ayudan al material a recuperar su forma original. Sin embargo, una vez que se calienta, los dominios de plástico se ablandan y permiten que el material se reforme.
Materiales flexibles
Hoy en día, existe una gran variedad de tipos de TPE para casi cualquier aplicación. Sin embargo, nos centraremos en los materiales disponibles para la impresión FDM.
Entre ellas se encuentran:
- TPE: elastómero termoplástico, este término se utiliza principalmente como nombre genérico para los filamentos flexibles y puede utilizarse para describir la mayoría de los materiales flexibles disponibles para FDM
- TPU: el poliuretano termoplástico describe un conjunto de polímeros que suelen encontrarse en el extremo rígido del espectro. Esto los hace útiles para piezas que requieren cierta rigidez y también son más fáciles de moldear.
- TPA: las poliamidas termoplásticas son copolímeros en bloque de nylon (poliamida) y poliéteres o poliésteres. Estos materiales se utilizan en aplicaciones más exigentes, especialmente a bajas temperaturas. Un ejemplo de este material es el PCTPE ("Plasticized Copolyamide TPE"), producido por Taulmann.
- TPC: copolímero termoplástico, estos filamentos suelen proceder de material biológico y son más fáciles de reciclar. Estos materiales pueden ser bastante blandos y, por lo tanto, pueden ser más difíciles de imprimir. Además, a diferencia de los TPU, estos materiales son más propensos a la deformación durante la impresión.
- PLA blando: El PLA puede modificarse químicamente para que se comporte más como un filamento flexible. El PLA blando tiende a ser ligeramente menos rígido que el TPU medio.
Elegir el TPE adecuado
La elección del material flexible adecuado para su aplicación dependerá obviamente de los requisitos mecánicos. De hecho, una de las principales razones por las que se consideran los TPE es su flexibilidad y elasticidad. Por ello, los TPE suelen tener una clara indicación de su dureza Shore, que indica su suavidad.
Los materiales duros suelen requerir mucha fuerza para deformarse, mientras que los materiales blandos pueden deformarse fácilmente con poca fuerza. Sin embargo, en términos de ingeniería, la dureza se refiere a la resistencia de un material a la deformación plástica localizada por indentación o abrasión. En el caso de los elastómeros, los ingenieros suelen preocuparse más por la resistencia de los materiales a la deformación.

¿Dureza Shore?
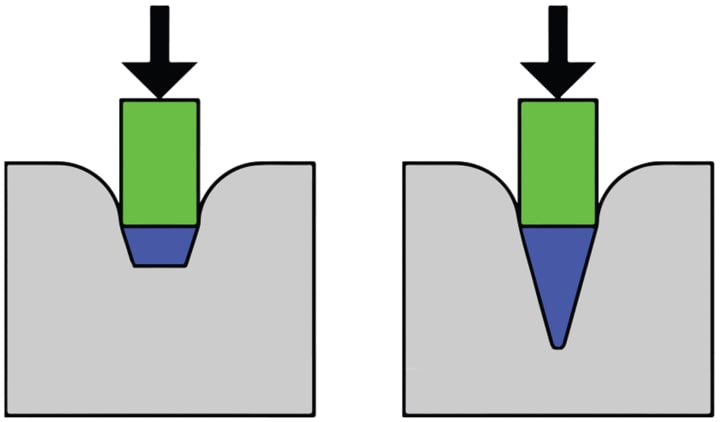
La dureza Shore se refiere a una escala definida por Albert Ferdinand Shore (1920) para medir la dureza mediante un durómetro. Un durómetro es un dispositivo que mide la profundidad de la indentación en un material como resultado de una fuerza específica aplicada. Existen diferentes escalas de orilla, que se basan en diferentes métodos de indentación. Sin embargo, las escalas más utilizadas son las de tipo A y D, siendo la primera más adecuada para materiales más blandos. La conversión entre las dos escalas es posible aunque no se recomienda debido a la débil correlación entre las escalas.
 Puntas de
Puntas deNormalmente, los TPEs FDM tienen una dureza Shore A entre 80A y 100A, que corresponde a una dureza Shore D entre 40D y 60D (aproximadamente). Un número más bajo indica un material más blando. Normalmente, los materiales FDM con una dureza Shore A de alrededor de 90A o inferior son bastante difíciles de imprimir debido a la baja rigidez del filamento. Estos materiales son ideales para piezas que deben ser suaves y elásticas. Por otro lado, los materiales con un arnés Shore de 95A y superior son más fáciles de imprimir, ya que estos materiales son más rígidos y más adecuados en situaciones en las que se requiere dureza y rigidez, como en el caso de los neumáticos moldeados y los fuelles.
Sin embargo, cuando se trata de un material flexible, la dureza Shore no necesariamente cuenta toda la historia. También se recomienda tener en cuenta la rigidez (módulo de Young) y la ductilidad del material en función de la aplicación requerida. La siguiente tabla ofrece un resumen de las propiedades de los diferentes materiales TPE disponibles para la impresión 3D.
También hay que tener en cuenta que la geometría y la densidad de la pieza impresa final tendrán una marcada influencia en la deformabilidad de una pieza.
| Material | género | Rigidez (MPa) | Alargamiento (%) | Dureza Shore | Otras propiedades |
| DSM Arnitel ID2045 | TPC | 29 | 350 | 34D | Buena resistencia a los rayos UV y a los productos químicos, de base biológica |
| DSM Arnitel ID2060 HT | TPC | 240 | 245 | 98A / 61D | Resistencia a las altas temperaturas, resistencia química |
| DuPont Hytrel 3D4100FL | TPC-ET | 130 | 250 | 60D | Resistencia química y térmica |
| Filamento PM TPE32 | TPE | - | 650 | 32D | |
| Polymaker PolyFlex TPU95 | TPU | 9.4 | 330 | 95A | |
| NinjaTek NinjaFlex | TPU | 12 | 660 | 85A | Resistencia química |
| NinjaTek Armadillo | TPU | 396 | 18 | 75D | Resistencia química y a la abrasión |
| Taulman PCTPE | TPA | 6.6 | 500 | > 100A | Se puede teñir fácilmente |
| Fillamentum Flexfill TPE 90A | TPE | - | 250 | 90A / 30D | Resistencia química, certificada para aplicaciones alimentarias y de contacto con la piel |
Los valores presentados en esta tabla se han obtenido de las páginas web y las fichas técnicas de los fabricantes. Como los fabricantes pueden utilizar diferentes métodos de ensayo, algunos valores no pueden compararse directamente y sólo sirven para proporcionar una indicación de las propiedades mecánicas. Además, las propiedades mecánicas de la pieza moldeada dependerán en gran medida de los parámetros de impresión y de la orientación de la pieza moldeada.
Aplicaciones del TPE
- Amortiguación de las vibraciones y resistencia a los impactos: los materiales flexibles tienden a absorber bastante bien la energía de los impactos. Además, debido a su menor rigidez y mayor elasticidad en comparación con otros materiales, estos materiales tienen buenas propiedades de amortiguación de las vibraciones. En consecuencia, los materiales flexibles son buenos candidatos para su uso como amortiguadores, neumáticos, carcasas y acoplamientos.
- Agarre y ergonomía: algunos TPE pueden ser especialmente suaves y tener un acabado gomoso mate. Esto hace que sean ideales para su uso en piezas ergonómicas como asas y puntos de contacto.
- Durabilidad: los materiales flexibles pueden, por lo general, sufrir grandes deformaciones elásticas y tienden a presentar una gran tenacidad y adherencia entre las capas. En consecuencia, estos materiales son ideales para su uso en aplicaciones que implican cargas cíclicas y requisitos de alta tenacidad, como fuelles y mangueras.

- Resistencia química y térmica: En algunos casos, el TPE utilizado para fuelles y mangueras deberá utilizarse en entornos en los que las piezas estén expuestas a altas temperaturas y a productos derivados del petróleo, como los automóviles. Los TPU especializados, como DSM Arnitel ID 2060HT, son capaces de resistir estas condiciones, por lo que son ideales para la producción de prototipos y piezas funcionales.
- Juntas: Debido a la capacidad de los TPE (especialmente los más blandos) de deformarse fácilmente, estos materiales son ideales para su uso como juntas y sellos.

- Sustitución de goma: aunque la impresión 3D de materiales de goma no es posible en las máquinas FDM, El TPE puede utilizarse como alternativa para producir piezas y prototipos similares al caucho.
- Divertido: Por último, pero no por ello menos importante, la impresión en materiales TPE es ideal para la producción de piezas flexibles útiles y menos útiles, entre las que se incluyen: fundas para teléfonos, carteras, protectores contra el estrés y juguetes flexibles.

Materiales flexibles para la impresión 3D
Estamos seguros de que no puedes esperar para empezar (o seguir) imprimiendo con materiales de TPE, sin embargo, antes de hacerlo es una buena idea ir más despacio y tener en cuenta las advertencias al imprimir este material.
Un filamento al que le gusta doblarse
Los TPUs y especialmente los TPEs más blandos son muy flexibles y fáciles de doblar. En consecuencia, estos materiales tienden a ser difíciles de empujar a través del sistema de extrusión, ya que el filamento se deforma muy fácilmente. De hecho, se suele recomendar un extrusor de accionamiento directo para la mayoría de los TPE, con la excepción de los materiales más rígidos que también pueden imprimirse con una configuración de bowden. Los materiales más blandos también pueden requerir un extrusor especializado para la impresión fiable de materiales flexibles y blandos.
Debido a su suavidad y elasticidad inherentes, el filamento de TPE tiende a menudo a atascarse y retorcerse dentro del sistema de extrusión, especialmente cuando hay una tolerancia generosa. Las extrusoras especializadas suelen tener tolerancias muy ajustadas y doble transmisión para empujar mejor el filamento hacia la boquilla.
Imprimir lentamente
Sin embargo, para evitar atascos y asegurar una extrusión suave, se recomienda imprimir TPE blando a velocidades más bajas de 20-40 mm / si se mantiene la velocidad de avance lo más constante posible. En consecuencia, se suele recomendar minimizar el número de retracciones en la medida de lo posible y mantener la velocidad y la distancia de retracción lo más baja posible. a los usuarios inexpertos se les suele aconsejar que desactiven la retracción cuando impriman con filamentos flexibles.
Por último, también es una buena idea comprobar y eliminar cualquier resistencia en la bobina de filamento, ya que el filamento puede estirarse y provocar una subextracción.
Rezumado y encordado
Otro inconveniente de la impresión de TPE es que las impresiones resultantes tienden a tener un encordado pronunciado debido a que el material es más propenso a rezumar fuera de la boquilla. Esto también es resultado de la elasticidad del filamento, que a menudo significa que el material en el extremo caliente puede tardar más en responder a los cambios de presión.

Una aplicación cuidadosa de la retracción, combinada con un sistema de extrusión eficiente, puede ayudar a eliminar la baba y el encordado. Otros ajustes, como apostar por la inercia y evitar el movimiento externo, también ayudarán a reducir estos artefactos. Sin embargo, una pequeña cantidad de cordaje puede eliminarse fácilmente aplicando cuidadosamente el aire caliente de una pistola de calor.
Adhesión y retirada de piezas
En cuanto a la adhesión, los TPEs suelen presentar dos tipos de comportamiento. Los TPUs suelen adherirse demasiado bien a la mayoría de las superficies de impresión, lo que significa que aunque la adhesión no es un problema durante la impresión, eliminar una impresión puede ser bastante difícil. En consecuencia, hay muchas posibilidades de que la pieza blanda y flexible se dañe al retirar la impresión. Por otro lado, otros TPE y TPC no se adhieren demasiado bien a la mayoría de las superficies de la placa de impresión, lo que significa que la deformación será un problema importante.

Magigoo Flex se diseñó teniendo en cuenta estos dos problemas. Como adhesivo de primera capa, proporciona una fuerte base adhesiva para los TPE de alto rendimiento, como DSM Arnitel, DuPont Hytrel y otros TPC y TPE. Por otro lado, asegura que los TPU y otros materiales flexibles * que tienden a adherirse bien pueden ser fácilmente eliminados de la superficie de construcción simplemente aplicando agua como se muestra a continuación.
* Nota Magigoo Flex no se recomienda para su uso con otros materiales FDM como PLA, ABS y PET-G en superficies de vidrio.
Créditos @magigoo.com




{kind=link}