




L'impression 3D de matériaux flexibles peut être aussi difficile que passionnante. Cependant, choisir le matériau flexible adapté à votre application et à votre configuration d'impression peut être encore moins simple ! Les matériaux flexibles existent en plusieurs variétés. Des matériaux souples qui peuvent être facilement déformés avant de retrouver leur forme initiale, aux matériaux solides qui ne fléchissent que légèrement sous la charge. La facilité avec laquelle un matériau peut être déformé dépend de sa rigidité et est souvent indiquée par sa valeur de dureté.

Qu'est-ce qui rend un matériau flexible ?
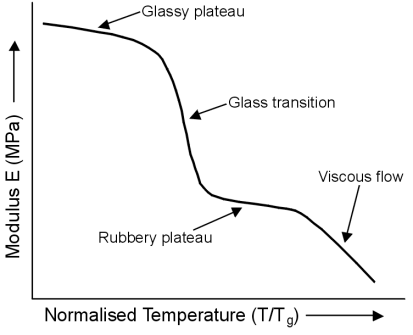
Comme vous le savez peut-être déjà, les thermoplastiques deviennent plus souples avec l'augmentation de la température, car à des températures plus élevées, les molécules de polymère peuvent se déplacer plus librement. En fait, à certaines températures (ou au-dessus d'une certaine plage de températures), les thermoplastiques deviennent nettement plus souples et commencent à se comporter davantage comme un matériau caoutchouteux et mou que comme un plastique dur et rigide. Ce point est connu comme la température de transition entre le verre et le caoutchouc et sa valeur dépend du type de matériau. Certains matériaux comme le PLA ont une température de transition vitreuse basse (~ 60°C) alors que d'autres matériaux comme l'ULTEM1010 ont une température de transition vitreuse élevée (~ 210°C) !
Contrairement à la plupart des autres thermoplastiques, les TPE sont flexibles et élastiques à température ambiante et, contrairement aux caoutchoucs thermodurcissables naturels, les TPE peuvent encore être remis en forme par chauffage. Cela est dû au fait que les TPE sont généralement des copolymères (ou un mélange physique de polymères) de composants en plastique et en caoutchouc. Par conséquent, ces matériaux peuvent présenter les avantages des deux classes de matériaux en raison de la présence de régions molles et dures dans la microstructure du matériau.
L'un des premiers exemples commerciaux de TPE est le TPU (polyuréthane thermoplastique), qui est apparu dans les années 1950. Par la suite, les copolymères séquencés de styrène (SBS) sont devenus disponibles dans les années 1960, et davantage de TPE dans les années 1970. En observant la microstructure du SBS, on peut facilement voir comment la structure donne naissance aux propriétés uniques des élastomères thermoplastiques.
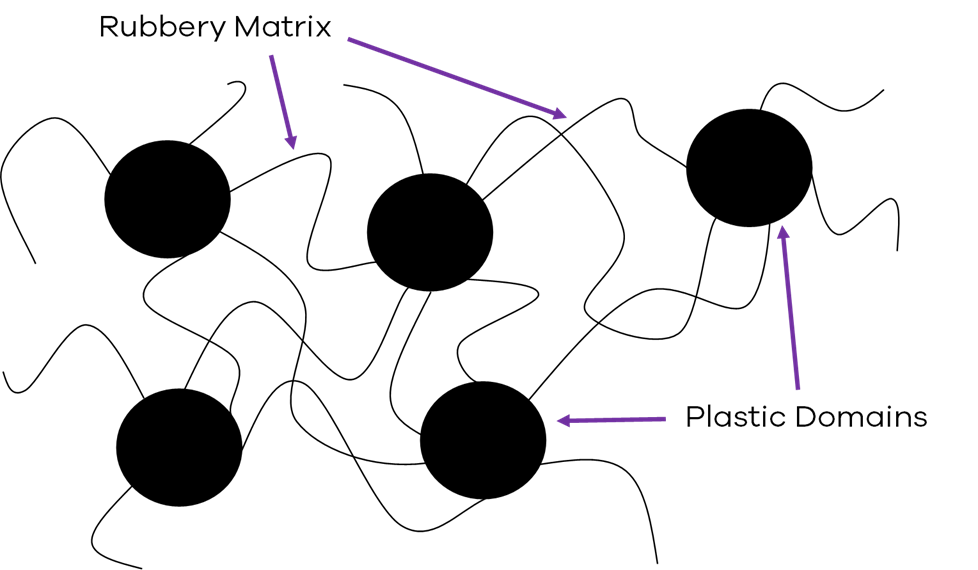
Comme le SBS possède des régions dures en forme de boule ou de tige interconnectées avec des régions caoutchouteuses souples, les régions caoutchouteuses peuvent se déformer lorsqu'une contrainte est appliquée. Les chaînes se réorientent alors et se "redressent", revenant à leur position initiale lorsque la tension est relâchée. Les domaines en plastique dur agissent en fait comme des liaisons physiques transversales qui aident le matériau à retrouver sa forme initiale. Cependant, une fois chauffés, les domaines plastiques se ramollissent et permettent au matériau de se remodeler.
Matériaux flexibles
Aujourd'hui, une myriade de types de TPE sont disponibles pour presque toutes les applications. Toutefois, nous nous concentrerons sur les matériaux disponibles pour l'impression FDM.
Il s'agit notamment de :
- TPE : élastomère thermoplastique, ce terme est principalement utilisé comme un nom générique pour les filaments flexibles et peut être utilisé pour décrire la plupart des matériaux flexibles disponibles pour la FDM.
- TPU : le polyuréthane thermoplastique décrit un ensemble de polymères que l'on trouve généralement à l'extrémité rigide du spectre. Ils sont donc utiles pour les pièces qui nécessitent une certaine rigidité et sont également plus faciles à mouler.
- TPA : les polyamides thermoplastiques sont des copolymères séquencés TPE de nylon (polyamide) et de polyéthers ou de polyesters. Ces matériaux sont utilisés dans des applications plus exigeantes, notamment à des températures plus basses. Un exemple de ce matériau est le PCTPE ("Plasticized Copolyamide TPE"), produit par Taulmann.
- TPC : copolymère thermoplastique, ces filaments sont généralement dérivés de matériaux biologiques et sont plus faciles à recycler. Ces matériaux peuvent être assez mous et donc plus difficiles à imprimer. En outre, contrairement aux TPU, ces matériaux sont plus susceptibles de se déformer pendant l'impression.
- PLA souple : le PLA peut être modifié chimiquement pour se comporter davantage comme un filament souple. Le PLA souple a tendance à être légèrement moins rigide que le TPU moyen.
Choisir le bon TPE
Le choix du bon matériau flexible pour votre application dépend évidemment des exigences mécaniques. En fait, l'une des principales raisons pour lesquelles les TPE sont considérés est leur flexibilité et leur élasticité. C'est pourquoi les TPE ont généralement une indication claire de leur dureté Shore, qui indique leur souplesse.
Les matériaux durs ont tendance à nécessiter une force importante pour se déformer, tandis que les matériaux mous peuvent être facilement déformés avec peu de force. Cependant, en termes d'ingénierie, la dureté fait référence à la résistance d'un matériau à la déformation plastique localisée par indentation ou abrasion. Dans le cas des élastomères, les ingénieurs sont généralement plus préoccupés par la résistance des matériaux à la déformation.

Dureté Shore ?
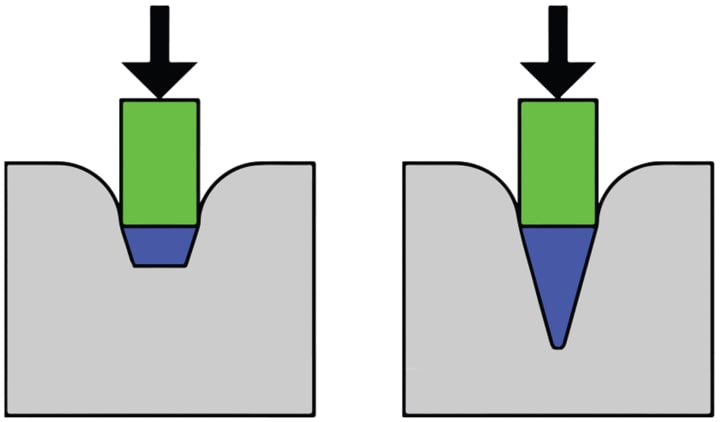
La dureté Shore fait référence à une échelle définie par Albert Ferdinand Shore (1920) pour mesurer la dureté à l'aide d'un duromètre. Un duromètre est un appareil qui mesure la profondeur de l'indentation dans un matériau suite à l'application d'une force spécifique. Il existe différentes échelles de rivage, qui sont basées sur différentes méthodes d'indentation. Toutefois, les échelles les plus couramment utilisées sont celles de type A et D, la première étant plus adaptée aux matériaux plus tendres. La conversion entre les deux échelles est possible mais n'est pas recommandée en raison de la faible corrélation entre les échelles.
 Pointes de
Pointes deTypiquement, les TPE FDM ont une dureté Shore A comprise entre 80A et 100A, ce qui correspond à une dureté Shore D comprise entre 40D et 60D (approximativement). Un chiffre plus bas indique un matériau plus souple. En général, les matériaux FDM dont la dureté Shore A est d'environ 90A ou moins sont assez difficiles à imprimer en raison de la faible rigidité du filament. Ces matériaux sont idéaux pour les pièces qui doivent être souples et élastiques. D'autre part, les matériaux ayant un harnais Shore de 95A et plus sont plus faciles à imprimer car ils sont plus rigides et conviennent mieux aux scénarios où la résistance et la rigidité sont requises, comme pour les pneus et les soufflets moulés.
Cependant, lorsqu'on examine un matériau flexible, la dureté Shore n'est pas nécessairement révélatrice. Il est également recommandé de tenir compte de la rigidité (module de Young) et de la ductilité du matériau en fonction de l'application requise. Le tableau suivant présente un résumé des propriétés des différents matériaux TPE disponibles pour l'impression 3D.
Il faut également considérer que la géométrie et la densité de la pièce imprimée finale auront une influence marquée sur la déformabilité d'une pièce.
| Matériau | genre | Rigidité (MPa) | Allongement (%) | Dureté Shore | Autres propriétés |
| DSM Arnitel ID2045 | PTC | 29 | 350 | 34D | Bonne résistance aux UV et aux produits chimiques, biosourcé |
| DSM Arnitel ID2060 HT | PTC | 240 | 245 | 98A / 61D | Résistance aux températures élevées, résistance chimique |
| DuPont Hytrel 3D4100FL | PTC-ET | 130 | 250 | 60D | Résistance chimique et thermique |
| Filament PM TPE32 | TPE | - | 650 | 32D | |
| Polymaker PolyFlex TPU95 | TPU | 9.4 | 330 | 95A | |
| NinjaTek NinjaFlex | TPU | 12 | 660 | 85A | Résistance chimique |
| NinjaTek Armadillo | TPU | 396 | 18 | 75D | Résistance aux produits chimiques et à l'abrasion |
| Taulman PCTPE | TPA | 6.6 | 500 | > 100A | Peut être facilement teintée |
| Fillamentum Flexfill TPE 90A | TPE | - | 250 | 90A / 30D | Résistance chimique, certifiée pour les applications alimentaires et le contact avec la peau |
Les valeurs présentées dans ce tableau ont été obtenues à partir des sites web et des fiches techniques des fabricants. Comme les fabricants peuvent utiliser des méthodes d'essai différentes, certaines valeurs ne peuvent être comparées directement et ne servent qu'à donner une indication des propriétés mécaniques. En outre, les propriétés mécaniques de la pièce moulée dépendront fortement des paramètres d'impression et de l'orientation de la pièce moulée.
Applications du TPE
- Amortissement des vibrations et résistance aux chocs : les matériaux souples ont tendance à absorber assez bien l'énergie des chocs. En outre, en raison de leur moindre rigidité et de leur plus grande élasticité par rapport à d'autres matériaux, ces matériaux présentent de bonnes propriétés d'amortissement des vibrations. Par conséquent, les matériaux flexibles sont de bons candidats pour être utilisés comme amortisseurs, pneus, boîtiers et accouplements.
- Prise en main et ergonomie : certains TPE peuvent être particulièrement souples et avoir une finition caoutchouteuse mate. Ils sont donc idéaux pour être utilisés dans des pièces ergonomiques telles que les poignées et les points de contact.
- Durabilité : les matériaux flexibles peuvent généralement subir de grandes déformations élastiques et ont tendance à présenter une grande ténacité et une forte adhérence entre les couches. Par conséquent, ces matériaux sont idéaux pour les applications impliquant une charge cyclique et des exigences de ténacité élevées, comme les soufflets et les tuyaux.

- Résistance chimique et thermique : dans certains cas, le TPE utilisé pour les soufflets et les tuyaux devra être utilisé dans des environnements où les pièces sont exposées à des températures élevées et à des produits à base de pétrole, comme dans les automobiles. Les TPU spécialisés tels que DSM Arnitel ID 2060HT sont capables de résister à de telles conditions, ce qui les rend idéaux pour la production de prototypes et de pièces fonctionnelles.
- Joints : En raison de la capacité des TPE (en particulier les plus souples) à se déformer facilement, ces matériaux sont idéaux pour être utilisés comme joints d'étanchéité.

- Remplacement du caoutchouc : bien que l'impression 3D de matériaux en caoutchouc ne soit pas possible sur les machines FDM, Le TPE peut être utilisé comme une alternative pour produire des pièces et des prototypes ressemblant à du caoutchouc.
- Amusant : Enfin, l'impression dans les matériaux TPE est idéale pour la production de pièces flexibles utiles et moins utiles, notamment des étuis de téléphone, des portefeuilles, des dispositifs anti-stress et des jouets flexibles.

Matériaux flexibles pour l'impression 3D
Nous sommes convaincus que vous êtes impatient de commencer (ou de continuer) à imprimer avec des matériaux TPE, mais avant de le faire, il est bon de ralentir et de prendre en compte les avertissements liés à l'impression de ce matériau.
Un filament qui aime se plier
Les TPU et surtout les TPE plus souples sont très flexibles et faciles à plier. Par conséquent, ces matériaux ont tendance à être difficiles à pousser dans le système d'extrusion car le filament se déforme très facilement. En fait, une extrudeuse à entraînement direct est souvent recommandée pour la plupart des TPE, à l'exception des matériaux plus rigides qui peuvent également être imprimés avec une configuration bowden. Les matériaux plus souples peuvent également nécessiter une extrudeuse spécialisée pour une impression fiable des matériaux souples et doux.
En raison de sa souplesse et de son élasticité inhérentes, le filament TPE a souvent tendance à se bloquer et à se tordre dans le système d'extrusion, surtout lorsque la tolérance est généreuse. Les extrudeuses spécialisées ont souvent des tolérances très serrées et une double transmission pour mieux pousser le filament vers la buse.
Imprimer lentement
Cependant, afin d'éviter les bourrages et d'assurer une extrusion régulière, il est recommandé d'imprimer le TPE souple à des vitesses plus faibles de 20-40 mm / si en gardant la vitesse d'avance aussi constante que possible. Par conséquent, il est souvent recommandé de réduire au maximum le nombre de rétractions et de maintenir la vitesse et la distance de rétraction aussi basses que possible. Il est souvent conseillé aux utilisateurs inexpérimentés de désactiver la rétraction lorsqu'ils impriment avec des filaments souples.
Enfin, il est également bon de vérifier et d'éliminer toute résistance sur la bobine de filament, car le filament peut s'étirer et potentiellement entraîner une sous-extrusion.
Ooze et cordage
Un autre inconvénient de l'impression du TPE est que les impressions qui en résultent ont tendance à présenter un cordon prononcé, car le matériau a plus tendance à s'échapper de la buse. Cela résulte également de l'élasticité du filament, ce qui signifie souvent que le matériau dans la partie chaude peut mettre plus de temps à réagir aux changements de pression.

Une application soigneuse de la rétraction combinée à un système d'extrusion efficace peut aider à éliminer le slime et le stringing. D'autres paramètres tels que l'inertie et l'absence de mouvement externe permettent également de réduire ces artefacts. Cependant, une petite quantité de cordage peut être facilement enlevée en appliquant soigneusement l'air chaud d'un pistolet thermique.
Adhésion et retrait des pièces
En ce qui concerne l'adhésion, les TPE ont généralement tendance à présenter deux types de comportement. Les TPU adhèrent généralement trop bien à la plupart des surfaces d'impression, ce qui signifie que même si l'adhésion ne pose pas de problème pendant l'impression, il peut être assez difficile de retirer une impression. Par conséquent, il y a de fortes chances que la partie souple et flexible soit endommagée lors du retrait de l'impression. En revanche, les autres TPE et TPC n'adhèrent pas très bien à la plupart des surfaces de la plaque de construction, ce qui signifie que la déformation sera un problème important.

Magigoo Flex a été conçu en tenant compte de ces deux problèmes. En tant qu'adhésif de première couche, il constitue une base adhésive solide pour les TPE de haute performance tels que DSM Arnitel, DuPont Hytrel et d'autres TPC et TPE. D'autre part, il garantit que les TPU et autres matériaux flexibles * qui ont tendance à bien adhérer peuvent être facilement retirés de la surface de construction en appliquant simplement de l'eau, comme illustré ci-dessous.
* Note Magigoo Flex n'est pas recommandé pour une utilisation avec d'autres matériaux FDM tels que le PLA, l'ABS et le PET-G sur des surfaces en verre.
Crédits @magigoo.com




{kind=link}