




Nel secondo articolo della nostra serie di quattro parti, il nostro chimico Jean Paul Formosa esplora come prevenire la deformazione nella stampa 3D analizzandone le cause. Se vi siete persi la prima parte, potete trovarla qui.
Prevenire la Deformazione
La chiave per prevenire la deformazione è assicurarsi che l'adesione tra il primo strato dell'oggetto stampato e il piatto di costruzione sia superiore alle tensioni termiche sul primo strato. La deformazione di una stampa può essere mitigata controllando l'adesione al piatto di costruzione e il gradiente termico. L'adesione del primo strato dipende da diversi fattori, tra cui:
- Materiale del piatto di costruzione
- Adesivo utilizzato
- Tipo di materiale stampato
- Temperatura del piatto di costruzione
- Temperatura dell'ugello
- Velocità di stampa del primo strato
- Flusso del primo strato
- Livellamento del piatto di costruzione
L'adesione del primo strato è generalmente più forte quando la temperatura del piatto, la temperatura dell'ugello e il flusso del primo strato sono alti e la velocità di stampa del primo strato è bassa. Tuttavia, queste impostazioni dipendono fortemente dalla combinazione di stampante, materiale e ambiente.
Controllare il Gradiente Termico
Un buon controllo del gradiente termico durante la stampa FDM può aiutare a ridurre la deformazione diminuendo le tensioni termiche. Questo si ottiene generalmente mantenendo la temperatura interna della stampante leggermente (10 ° – 20°C) inferiore alla temperatura di transizione vetrosa del materiale stampato. La temperatura di transizione vetrosa è l'intervallo di temperatura sopra il quale un materiale termoplastico inizia a comportarsi come una gomma. Sotto questa temperatura, il materiale è in uno stato rigido e vetroso, mentre sopra questa temperatura è più morbido e meno rigido.
Per molti materiali da filamento FDM, la temperatura all'interno di una stampante senza una camera riscaldata attivamente e chiusa non è sufficiente per avvicinarsi al punto vetroso del materiale. Tuttavia, mantenere costante la temperatura di costruzione è fondamentale per prevenire problemi di stampa. È sempre consigliabile evitare correnti d'aria e cambiamenti improvvisi di temperatura durante la stampa.
Alcuni materiali ingegneristici come il Nylon e l'ABS possono essere facilmente stampati in stampanti chiuse con letti riscaldati. Il letto riscaldato è sufficiente a mantenere alta la temperatura interna della stampante per mitigare la deformazione, se viene utilizzato un adesivo per il piatto abbastanza forte. D'altro canto, materiali ad alta temperatura come PC vergine, PEEK, Ultem e PPSU probabilmente richiederanno una camera riscaldata per ridurre le tensioni termiche durante la stampa, che spesso portano alla deformazione e ad altri artefatti. Altri fattori che possono influenzare le tensioni termiche includono altezza dello strato, velocità di stampa, spessore della shell e percentuale di riempimento, con valori più alti che generalmente portano a una maggiore tendenza alla deformazione.
Temperatura del Piatto di Costruzione e le Sue Conseguenze
Guardando queste informazioni, si potrebbe pensare che aumentare la temperatura del piatto di costruzione il più possibile prevenga la deformazione. Sfortunatamente, non è così per la maggior parte dei materiali FDM.
Aumentare troppo la temperatura del piatto di costruzione può causare tre principali problemi:
- Perdita di qualità di stampa: Il polimero stampato sul piatto di costruzione diventa troppo morbido, causando arricciamenti agli angoli acuti e deformazioni della parte.
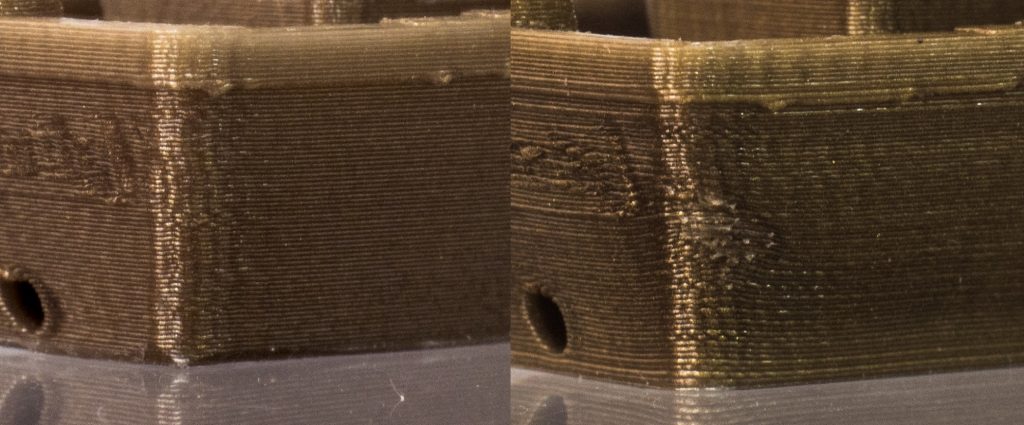

Figura: stampa Benchy utilizzando PLA, le immagini a sinistra mostrano una stampa benchy con il letto riscaldato impostato a 60 ° C, mentre le immagini a destra mostrano una stampa benchy a 80 ° C. Da vicino si può notare che la panca a destra si è deformata e mostra anche artefatti dovuti all'accartocciamento degli strati a causa del calore eccessivo.
- Stabilità della base della stampa: Man mano che l'altezza della stampa aumenta, la massa di materiale alla base deve essere abbastanza rigida da resistere alle tensioni termiche degli strati appena depositati. Se la temperatura del piatto è troppo alta, la base sarà troppo morbida per resistere a queste tensioni.
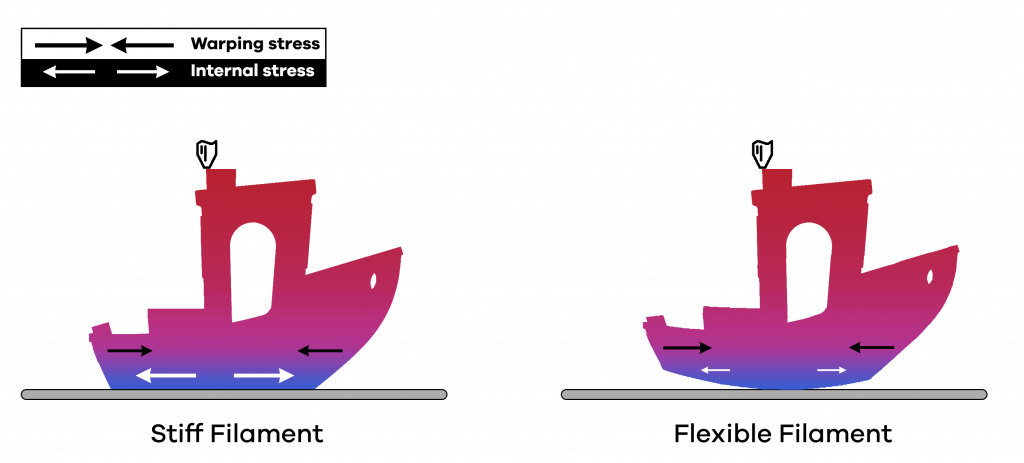
Figura: stampa con un materiale rigido rispetto a un materiale flessibile.
Il materiale rigido sarà in grado di resistere allo stress di deformazione, poiché il materiale più freddo nella parte inferiore della stampa ha una resistenza sufficiente (stress interno) per resistere a ulteriori deformazioni. Un materiale flessibile o morbido non sarà abbastanza resistente per resistere alle sollecitazioni di deformazione indotte dal restringimento degli strati più alti della stampa.
Il materiale rigido può resistere alle tensioni di deformazione, mentre il materiale flessibile non è abbastanza forte per resistere alle tensioni indotte dalla contrazione degli strati superiori.
- Adesione del piatto: Sebbene a temperature più elevate l'adesione tra la plastica e l'adesivo sia generalmente maggiore, la forza effettiva dello strato adesivo inizia a diminuire. La maggior parte degli adesivi e delle superfici del piatto di costruzione sono fatti di polimeri che si ammorbidiscono con l'aumento della temperatura. Di conseguenza, esiste un intervallo di temperature per ogni materiale in cui la deformazione della parte stampata è minima, con un compromesso in cui l'adesione del primo strato e la forza dello strato adesivo sono massimizzate e le tensioni termiche e di deformazione sono minimizzate.
Per questi motivi, determinare la migliore temperatura di stampa nel vostro sistema di stampa 3D è importante per prevenire la deformazione con gli adesivi Magigoo®.
Nella terza parte discuteremo in dettaglio come determinare questo intervallo di temperatura ottimale e condivideremo con voi alcuni strumenti e consigli per facilitare questo processo.
Hai bisogno di supporto tecnico?
Visita i dettagli delle inserzioni di Magigoo: https://www.dhm-online.com/brand/23-magigoo
oppure CONTATTACI
Segui i nostri social per essere sempre aggiornato sulle novità!
CREDITS @Magigoo


















{kind=link}