




Ottimizza l’Adesione del Primo Strato e Riduci il Warping con Magigoo
In questo ultimo articolo della serie dedicata al warping nella stampa 3D, Jean Paul Formosa di Magigoo condivide le migliori pratiche per migliorare ulteriormente l'adesione del primo strato e ridurre il warping.
Migliorare l’Adesione del Primo Strato
Anche se si stampano materiali ingegneristici con la temperatura ottimale del piano di stampa e si utilizza un adesivo specifico per il piano, a volte questo non basta per prevenire il warping. Per alcuni materiali, potrebbe essere necessaria una camera di stampa riscaldata per ridurre lo stress termico.
Tuttavia, i seguenti metodi possono ulteriormente aiutare a mitigare il warping e migliorare l'adesione del primo strato.
Applicazione del Magigoo
Prima di applicare Magigoo, assicurati che il piano di stampa sia completamente pulito e privo di oli o detergenti che potrebbero compromettere l'adesione. Applicare l'adesivo in uno strato uniforme; in alcuni casi, applicare due o tre strati può migliorare ulteriormente l’adesione del primo strato.

Temperature Maggiori per il Primo Strato
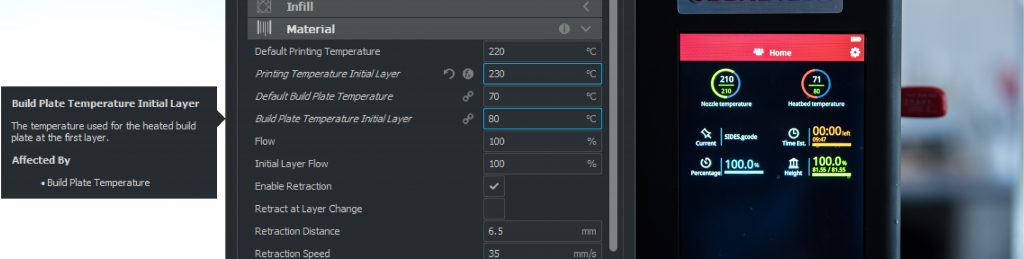
Incrementare leggermente la temperatura del piano di stampa per il primo strato di 5 °C, 10 °C o anche 15 °C può aiutare a migliorare l’adesione. Dopo il primo strato, è possibile ridurre la temperatura del piano di stampa per evitare problemi legati al surriscaldamento. Anche la temperatura dell'ugello può essere aumentata di 5 °C – 15 °C per il primo strato, facilitando così l’adesione.
Uso del Brim
Per alcuni materiali come PP, certi Nylon, policarbonato e PP rinforzato con vetro, un brim è essenziale. Questi materiali spesso mostrano scarsa adesione, alta flessibilità e elevato tasso di ritiro, rendendo il brim fondamentale per evitare che il pezzo si stacchi dal piano di stampa. Un brim ampio aiuta a distribuire la forza e ridurre il warping. Utilizzare uno spessore maggiore per il primo strato del brim può rendere il supporto più robusto contro il warping.
Regolazione delle Impostazioni del Primo Strato
Ridurre la velocità di stampa per il primo strato migliora l'interazione del plastico fuso con l’adesivo, favorendo una migliore adesione. Analogamente, leggermente sovraestrudere il primo strato può migliorare l’adesione.
Raffreddamento Attivo e Piano di Stampa
Per materiali come il PP rinforzato con vetro e alcuni materiali flessibili, una temperatura ambiente più bassa durante la stampa può essere vantaggiosa. Disattivare il riscaldamento del piano di stampa dopo il primo strato o utilizzare una ventola di raffreddamento attiva può aiutare. Raffreddare il plastico riduce la deformazione dei strati superiori e migliora la rigidità del piano di stampa. Tuttavia, questa tecnica può essere controproducente per altri filamenti come l'ABS e il policarbonato, che tendono a staccarsi quando il piano di stampa si raffredda.
Questi suggerimenti possono aiutarti a ottimizzare l’adesione del primo strato e ridurre il warping nella stampa 3D. Se hai perso le parti precedenti della serie, puoi trovarle nei seguenti link: Parte 1, Parte 2 e Parte 3. Con l’uso corretto di Magigoo e queste tecniche, potrai ottenere risultati di stampa migliori e più affidabili.
Hai bisogno di supporto tecnico?
Visita i dettagli delle inserzioni di Magigoo: https://www.dhm-online.com/brand/23-magigoo
oppure CONTATTACI
Segui i nostri social per essere sempre aggiornato sulle novità!
CREDITS @Magigoo


















{kind=link}