




Introduzione alla Deformazione nella Stampa 3D
Il chimico di Magigoo, Jean Paul Formosa, condivide la sua esperienza e conoscenza sulla deformazione nella stampa 3D. In questa serie di blog in quattro parti, esploreremo le cause della deformazione, i fattori che la controllano e come le impostazioni ottimali possono ridurla al minimo.
Cause della Deformazione nella Stampa 3D
La deformazione si verifica quando la stampa inizia a sollevarsi dagli angoli e a deformarsi lateralmente. Questo effetto può essere lieve, causando una perdita di precisione dimensionale, o grave, provocando il distacco completo della stampa. La causa principale è la contrazione termica differenziale degli strati di materiale durante il raffreddamento. Quando uno strato si raffredda e si contrae, costringe lo strato sottostante, creando una tensione che porta alla deformazione.
Contrazione Termica Differenziale
La causa della deformazione può essere attribuita alla contrazione termica differenziale di ciascuno strato stampato:
- Primo Strato: Quando il primo strato viene estruso sulla piastra di costruzione, inizia immediatamente a raffreddarsi fino alla temperatura della piastra, provocando una leggera contrazione.

Figura: Primo strato di stampa 3D depositato sulla piattaforma di stampa.
- Secondo Strato: Il secondo strato si deposita sul primo strato già contratto, raffreddandosi e contraendosi a sua volta, causando la compressione dello strato sottostante.

Figura: Secondo strato di una stampa 3D depositato sul primo strato precedente.
- Ripetizione del Processo: Questo processo si ripete con ogni nuovo strato aggiunto, causando una compressione laterale crescente degli strati inferiori, generando una tensione complessiva chiamata stress da deformazione.
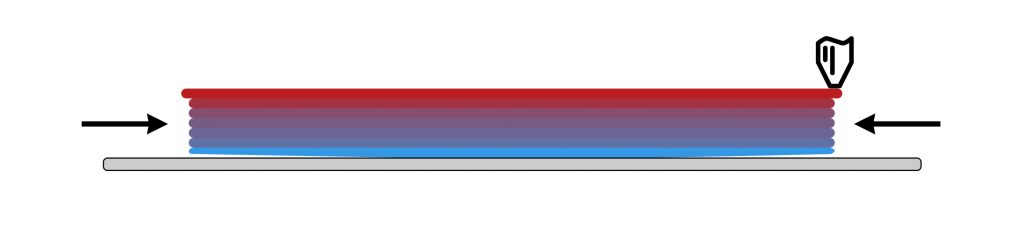
Figura: Deformazione della stampa 3D dovuta al gradiente termico
Fattori che Influenzano la Deformazione
La deformazione è influenzata da diversi fattori, tra cui le proprietà del materiale e le condizioni di stampa, che sono interdipendenti. Uno dei fattori chiave è il coefficiente di espansione termica (CTE) del materiale, che descrive la tendenza di un materiale a cambiare forma, area e volume al variare della temperatura. Materiali con un alto CTE sono più inclini a deformarsi rispetto a quelli con un CTE basso.
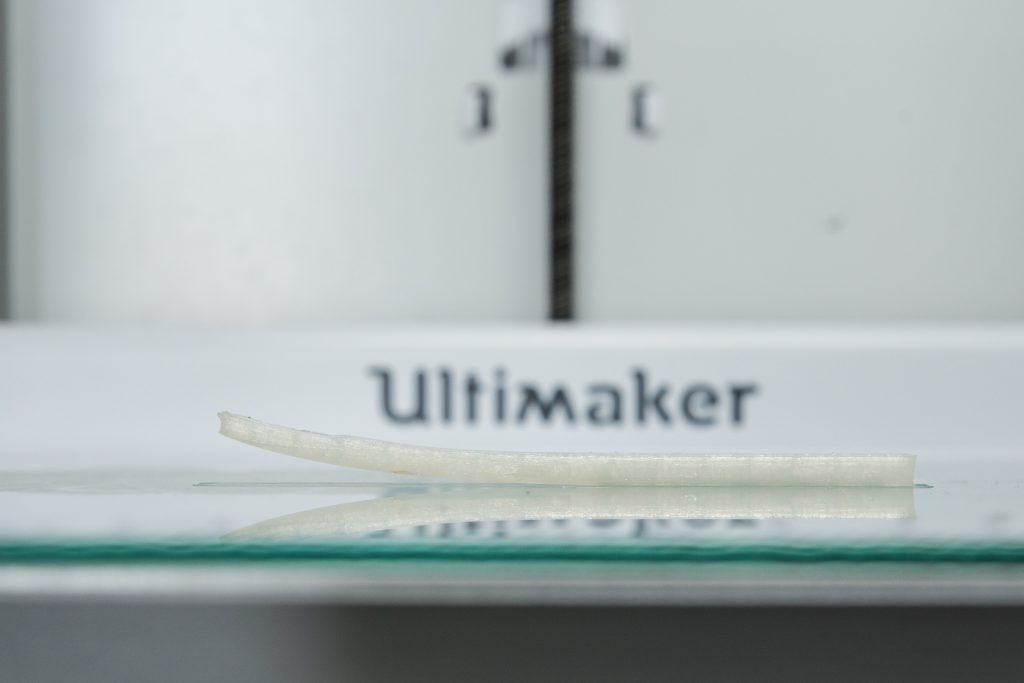
Figura: la stampa 3D in nylon stampata su Magigoo PA (Nylon) a destra non mostra segni di deformazione. Il lato sinistro stampato su un altro adesivo mostra deformazioni dovute a un'adesione insufficiente del letto.
Cristallinità dei Materiali
Oltre al CTE, la cristallinità del materiale durante il raffreddamento è un altro fattore cruciale. Materiali cristallini come PP e PEEK cristallizzano al raffreddamento dallo stato fuso, portando a tassi di restringimento più elevati e quindi a una maggiore probabilità di deformazione.
Soluzioni Magigoo per Prevenire la Deformazione
Magigoo offre una gamma di adesivi progettati per diversi materiali di stampa 3D. Ad esempio, PLA, ABS e PET-G aderiscono efficacemente all'adesivo Original Magigoo® su una piastra di costruzione calda. Per materiali tecnici come policarbonato, nylon, polipropilene e polipropilene rinforzato con fibra di vetro, la gamma Magigoo® Pro include adesivi specifici.
Prodotti Magigoo per Diverse Esigenze
La gamma Magigoo® Pro include:
- Magigoo® PC per filamenti di policarbonato.
- Magigoo® PA per filamenti di nylon e nylon rinforzato.
- Magigoo® PP per polipropilene e altri materiali poliolefinici.
- Magigoo® PPGF per filamenti di polipropilene rinforzato con fibra di vetro.
Questi prodotti sono progettati per essere utilizzati su piastre di costruzione riscaldate con superfici in vetro, ma funzionano anche su altre superfici come alluminio, PEI e nastro Kapton.

Figura: L'intera offerta di adesivi per stampa 3D Magigoo di primo strato per filamenti in ABS, PETG, HIPS, nylon, PC, PP, PP, PC e nylon infusi in vetro e carbonio e altri.
Test e Impostazioni Ottimali
In Magigoo, il nostro obiettivo è risolvere i problemi di adesione del letto suggerendo le impostazioni ottimali per un'adesione affidabile. Abbiamo testato vari materiali con diversi adesivi Magigoo® su stampanti come l'Ultimaker S5, condividendo le impostazioni migliori con la nostra comunità.
Impostazioni di stampa Magigoo consigliate
| Produttore | Materiale | Tipo Magigoo | Temperatura del piano di stampa 1 ° strato (° C) | Temperatura predefinita del letto (° C) | Falda (mm) |
| BASF Innofil3D | Ultrafuse® PP GF30 | PPGF | 100 | 20 | 20 |
| BASF Innofil3D | PP naturale | PP | 80 | 70 | 20 |
| BASF Innofil3D | ASA Natural | PC | 110 | 110 | No |
| BASF Innofil3D | PET CF | addominali | 80 | 75 | No |
| BASF Innofil3D | PAHT CF15 | PAPÀ | 80 | 75 | No |
| Clariant | PA6 / 66 FR | PAPÀ | 90 | 80 | 7 |
| Clariant | PA6 / 66-GF20 FR | PAPÀ | 80 | 80 | No |
| Colorfabb | XT-Clear | addominali | 75 | 75 | No |
| DOW® | EVOLV3D ™ OBC | PP | 110 | 100 | 20 |
| DSM | Arnitel® 2060 HT | Flettere | 90 | 80 | 20 |
| DSM | Novamid® 1030CF | PAPÀ | 70 | 65 | No |
| DSM | Novamid® 1070 | PAPÀ | 95 | 85 | 20 |
| DSM | Arnitel® 2045 | Flettere | 80 | 70 | 20 |
| DSM | Novamid® 1030 | PAPÀ | 80 | 80 | 7 |
| DuPont ™ | Zytel® 3D1000FL | PAPÀ | 100 | 90 | 20 |
| DuPont ™ | Hytrel® 3D4100FL | PAPÀ | 105 | 95 | 20 |
| Fibreforce | Nylforce CF | PAPÀ | 90 | 85 | 20 |
| Fibreforce | Nylforce GF | PAPÀ | 100 | 90 | 20 |
| Filkemp | Nylon | PAPÀ | 70 | 70 | No |
| FormFutura® | Centaur PP | PP | 80 | 70 | 20 |
| Fibra Tre | F3 PA Pure Lite | PAPÀ | 80 | 80 | No |
| Fibra Tre | F3 PA Pure Pro | PAPÀ | 80 | 80 | No |
| IGUS® | Iglidur I180 | PC | 110 | 110 | 20 |
| Lehmann Voss | LUVOCOM® 3F PAHT CF 9742 BK | PAPÀ | 105 | 100 | No |
| Lehmann Voss | PAHT | PAPÀ | 70 | 70 | No |
| Lehmann Voss | LUVOCOM® 3F PAHT GK 9874 NT | PAPÀ | 70 | 70 | No |
| Matterhackers | Nylon X | PAPÀ | 90 | 80 | 8 |
| Matterhackers | Nylon Pro | PAPÀ | 70 | 70 | 7 |
| Matterhackers | Nylon G | PAPÀ | 90 | 80 | 8 |
| Owens Corning | X-Strand ™ GF30-PP | PPGF | 100 | 20 | 20 |
| Owens Corning | X-Strand ™ GF30-PA6 | PAPÀ | 75 | 70 | No |
| Polymaker | PolyLite ™ PC | PC | 110 | 110 | No |
| Polymaker | PolyMide ™ PA6-GF | PAPÀ | 75 | 75 | |
| Polymaker | PolyMax ™ PC | PC | 110 | 110 | No |
| Polymaker | PolyMide ™ PA6-CF | PAPÀ | 75 | 70 | No |
| Polymaker | PolyMide ™ CoPA | PAPÀ | 70 | 70 | No |
| Taulman3D | ponte | PAPÀ | 70 | 60 | 20 |
| Taulman3D | 645 | PAPÀ | 70 | 60 | 20 |
| Taulman3D | 680 | PAPÀ | 70 | 60 | No |
| Ultimaker | CPE | addominali | 75 | 75 | 7 |
| Ultimaker | TPU95A | addominali | 0 | 0 | 8.75 |
| Ultimaker | PC | PC | 105 | 105 | No |
| Ultimaker | Nylon | PAPÀ | 90 | 80 | No |
| Ultimaker | PP | PP | 80 | 70 | 20 |
| Ultimaker | addominali | addominali | 85 | 85 | 7 |
| Verbatim | PP | PPGF | 80 | 70 | 20 |
Conclusione
La prevenzione della deformazione è essenziale per ottenere stampe 3D di alta qualità. Nella prossima parte della serie, esploreremo ulteriormente come prevenire la deformazione e migliorare l'adesione del primo strato. Non perdere i nostri consigli per evitare problemi di deformazione e ottenere stampe 3D perfette!
Hai bisogno di supporto tecnico?
Ottimizza le tue stampe 3D con i prodotti Magigoo e segui i nostri consigli per risolvere i problemi di deformazione.
Visita i dettagli delle inserzioni di Magigoo: https://www.dhm-online.com/brand/23-magigoo
oppure CONTATTACI
Segui i nostri social per essere sempre aggiornato sulle novità!
CREDITS @Magigoo


















{kind=link}